诚信经营 精心打造 最优质产品
我们各种设备齐全, 技术力量雄厚,生产各种类型联轴器,产品主要有:各种联轴器配件 、膜片联轴器 、轻型万向节联轴器 、重型万向节联轴器 、梅花弹性联轴器 、螺旋弹性联轴器 、齿式联轴器 、链条联轴器 、扭力联轴器 、胀紧联结套 、弹性柱销联轴器等.

我们各种设备齐全, 技术力量雄厚,生产各种类型联轴器,产品主要有:各种联轴器配件 、膜片联轴器 、轻型万向节联轴器 、重型万向节联轴器 、梅花弹性联轴器 、螺旋弹性联轴器 、齿式联轴器 、链条联轴器 、扭力联轴器 、胀紧联结套 、弹性柱销联轴器等.
齿式联轴器安装时要遵循的原则是假如是原来的设备上换,那么一般要和原来的方向一致;假如是新设计制造的设备,那么要在不与周边其它零件有干涉的前提下,按内、外齿结合面越多越可靠的原则安装。齿式联轴器将电机可动端端面圆在固定端端面上的投影近似看成正圆,由于可动端中心到固定端端面的距离不变。若想同时满足,可动端轴线与固定端轴线是在一条线上,只是理想的找正状态。实际找正时,先设定允许误差,当找正时产生的误差在允许误差范围内时,找正结束。在很多场合中,泵的下检测点无法进行检测,找正工作将无法进行。

公司动态
梅花形弹性联轴器偏角不对的振动
梅花形弹性联轴器的两个半联轴器凸爪通过与梅花形弹性体的啮合来传递扭矩。...
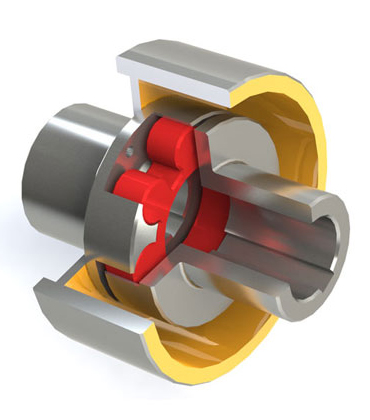
梅花形弹性联轴器的两个半联轴器凸爪通过与梅花形弹性体的啮合来传递扭矩。...
弹性柱销联轴器调整找正时的注意
随着技术的进步,转子系统逐渐向着、重载的方向发展,人们己经认识到了联轴...
随着技术的进步,转子系统逐渐向着、重载的方向发展,人们己经认识到了联轴...
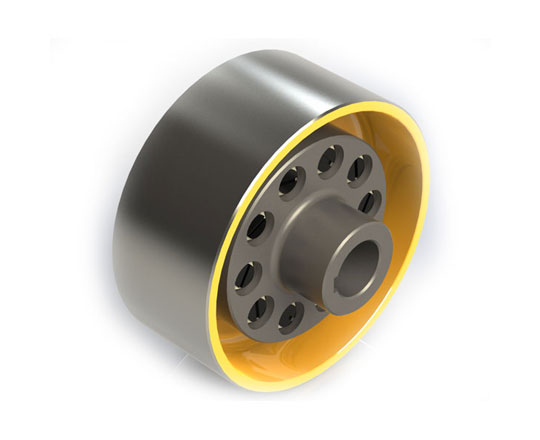
梅花联轴器的结构特征
梅花形弹性联轴器利用梅花形弹性元件置于两半联轴器凸爪之间,以实现两半联...
梅花形弹性联轴器利用梅花形弹性元件置于两半联轴器凸爪之间,以实现两半联...
滑块联轴器的工作原理及构造
补偿安装及运转时两轴间的相对位移。 这种联轴器零件的材料可用45钢,工作表...
补偿安装及运转时两轴间的相对位移。 这种联轴器零件的材料可用45钢,工作表...
梅花联轴器载荷散布不均匀不适用
在加热前对梅花联轴器进行连接,梅花联轴器热装到轴上今后,用冷水浇轴颈使...
在加热前对梅花联轴器进行连接,梅花联轴器热装到轴上今后,用冷水浇轴颈使...
弹性联轴器进行原位焊接起到补偿
弹性联轴器出现异响和振抖时要检查伸缩节是否对标准标记安装,如果安装正确...
弹性联轴器出现异响和振抖时要检查伸缩节是否对标准标记安装,如果安装正确...
梅花联轴器通过压挤传动来补偿性
梅花联轴器是在直爪型的基础上而来的,但不同的是其设计能适合伺服系统的应...
梅花联轴器是在直爪型的基础上而来的,但不同的是其设计能适合伺服系统的应...